

The GFM forge is an accepted industry standard for axle manufacture and is used for forging axles, shafts and round bar. It is CNC controlled and is complemented by specialist heat treatment furnaces.
The range of machinery used at Swasap’s factory includes:
- Do All billet saws
- Banyard heating coils
- Hardening furnace & quench tank
- Tempering furnace
- Noble & Lund saws
- Endomatic end facing & centering machines
- Morando roughing machines
- Stamping machines
- CNC grinders
- CNC lathes
- W&B Boring mills
- Wheel presses
- Bearing press
- Centreless grinder
- CNC end drill & tap machines
- Single carriage lathes
- Cold rolling facilities
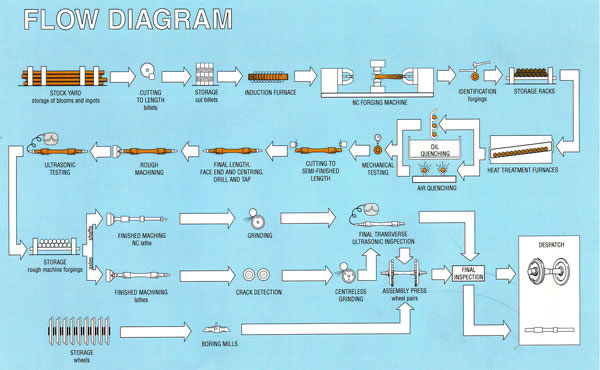
The manufacturing process is as follows:
- Blooms are cut to the correct length and the billets passed through the electrical coils and gas furnace to ensure the steel is at the desired temperature.
- Once the correct temperature is obtained the steel is forged into the shape of an axle.
- The axle is then placed in a hardening furnace after which it is oil, air or water quenched and moved to the tempering furnace.
- The axle is cut at both ends and centre holes are machined on each end of the axle.
- The axle is rough machined and the ends of the axle drilled and tapped to the required size.
- The end of the axle is stamped with the cast and serial number, drawing number, manufacturer and date (or as required by the customer).
- The axle is then machined to the final sizes on a CNC lathe and if required by the customer, ground to size.
- If required the axle is cold rolled and passed to our quality department for inspection.
- Finally the axle is protected, boxed and ready for shipping.